


レーザーメタルマスク、アディティブマスクなど、基板実装時に欠かせないメタルマスクを自社内で一貫製造しています。特殊研磨やNANO・極×鏡などの独自技術によって、お客様の様々な要求にお応えしています。レーザー加工・研磨・コーティング・メッキ等の高い技術力でメタルマスクを製造。SMT(サーフィスマウントテクノロジー)用の治具であるメタルマスクは、基板設計に合わせてステンレスに

レーザーメタルマスク、アディティブマスクなど、基板実装時に欠かせないメタルマスクを自社内で一貫製造しています。特殊研磨やNANO・極×鏡などの独自技術によって、お客様の様々な要求にお応えしています。レーザー加工・研磨・コーティング・メッキ等の高い技術力でメタルマスクを製造。SMT(サーフィスマウントテクノロジー)用の治具であるメタルマスクは、基板設計に合わせてステンレスに
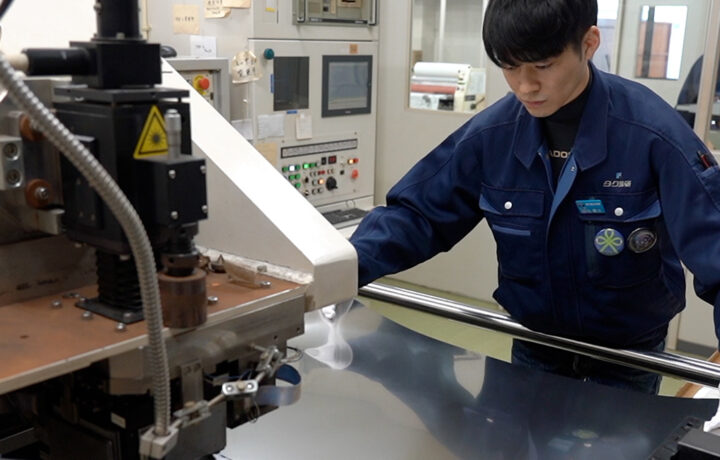
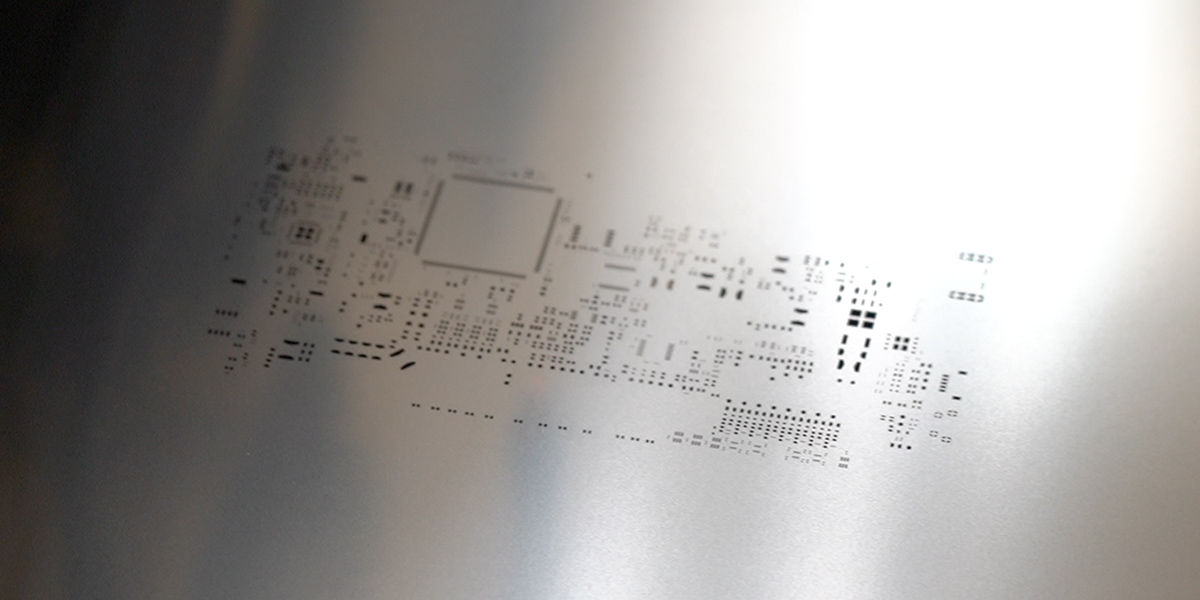
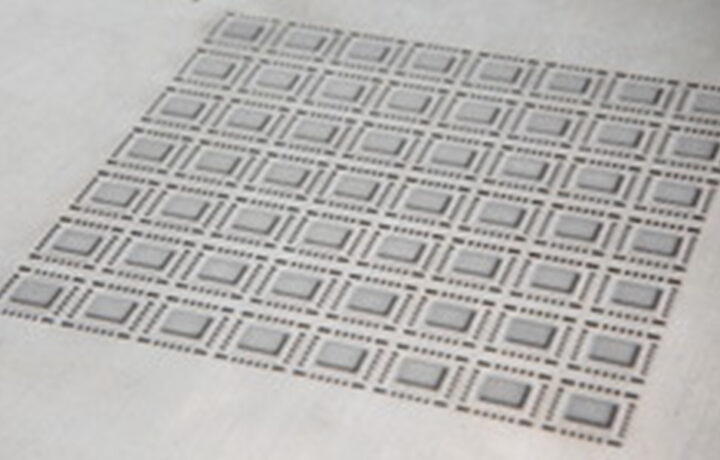
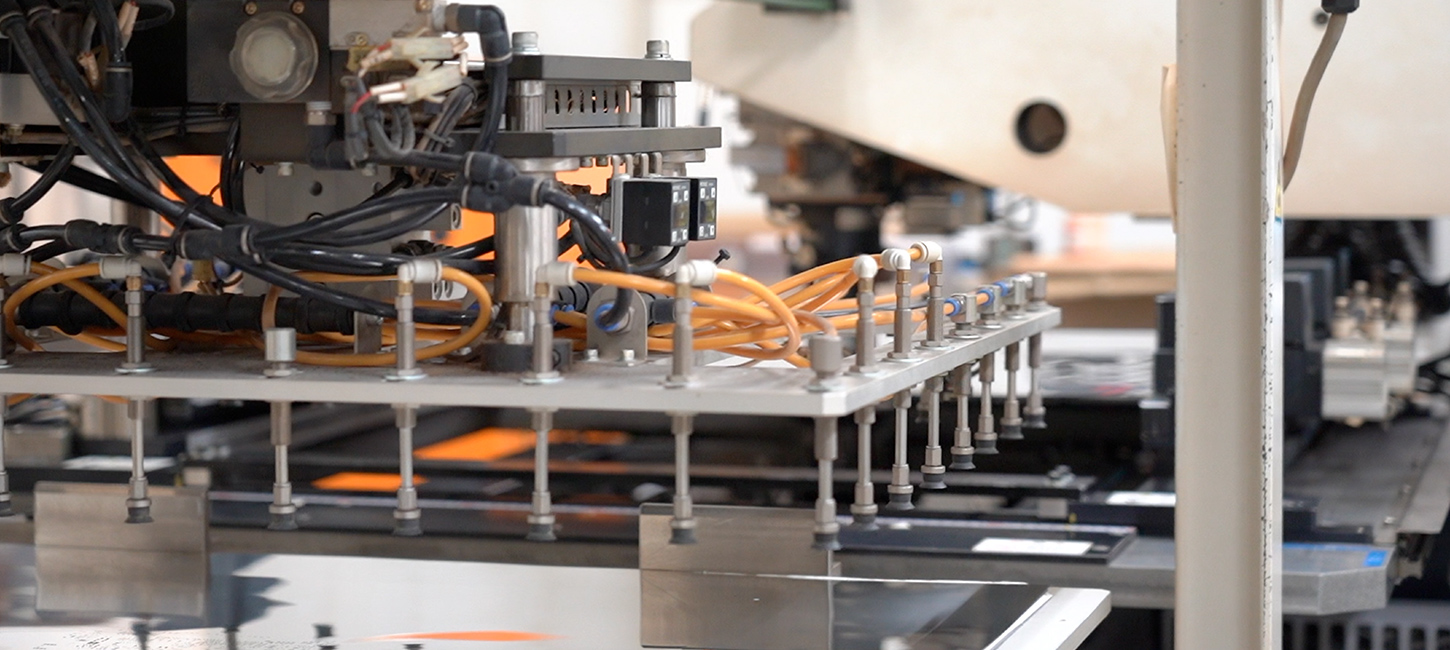
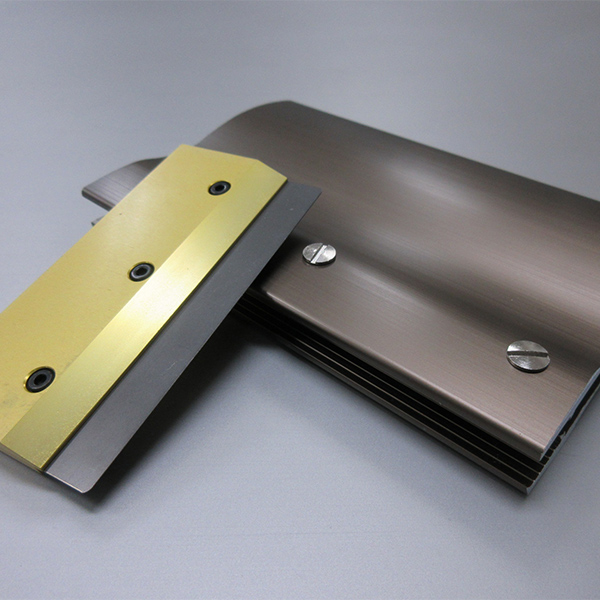
タク技研独自のレーザー加工技術+特殊研磨方法の確立により、SMT関連のメタルマスクをはじめ、バンプ形成用マスク、メタルスキージ等、各種薄板治具のニーズにお応え致します。ステンレス材は平坦度に優れた高精度圧延材を使用。幅広い各板厚を常時ストックしており、高速トレパニングファイバーレーザーヘッドにより、高精度で滑らかな開口壁面を実現しております。タク技研製メタルマスクの特長タク技研製
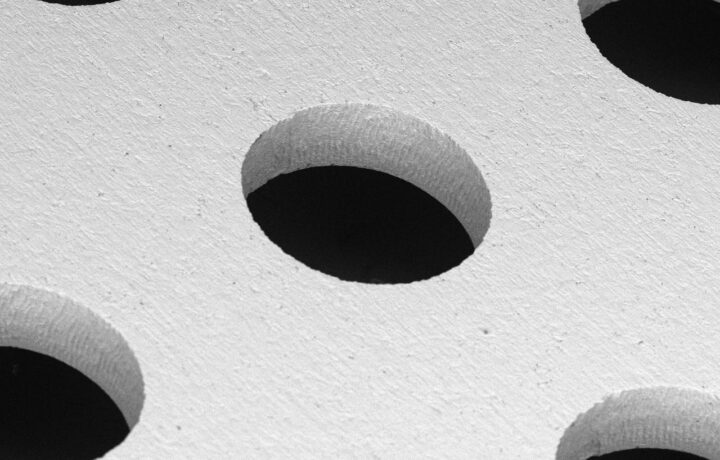
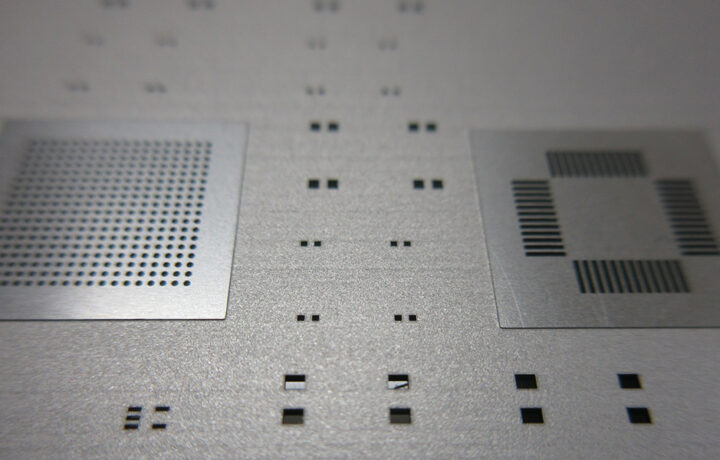
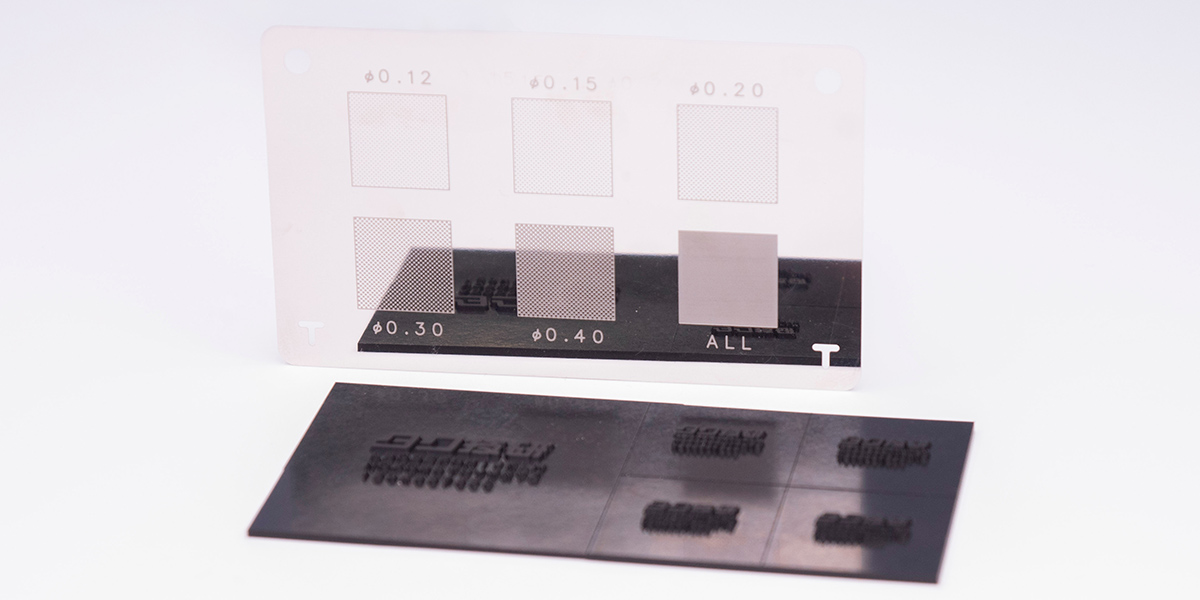
アディティブマスクは電鋳法(メッキの積層)により作製するメタルマスクです。タク技研独自のアディティブ法は研磨工程を省く独自技術により高いコスト競争力を持っています。また開口壁面の平滑性に優れている為、優れた印刷性を実現することが可能です。研磨工程を必要としない独自のアディティブマスクをご提供。何万穴、何十万穴と開口数の多いメタルマスクの場合、メッキを積層させて精密な開口を成形して
ハーフエッチングを施すことで、部分的にステンレスの厚みを変え、刷り上がりのはんだ量を調整することができます。エッチング工程においても、自社内で一貫して行っているため、納期短縮が可能です。「この開口ははんだ量を少なくしたい」「ここははんだ量を多めに取りたい」といった場合、ハーフエッチングを施すことで部分的にステンレス板の厚みを変え、刷り上がりのはんだ量を調整することができます。エッチング工程も自社

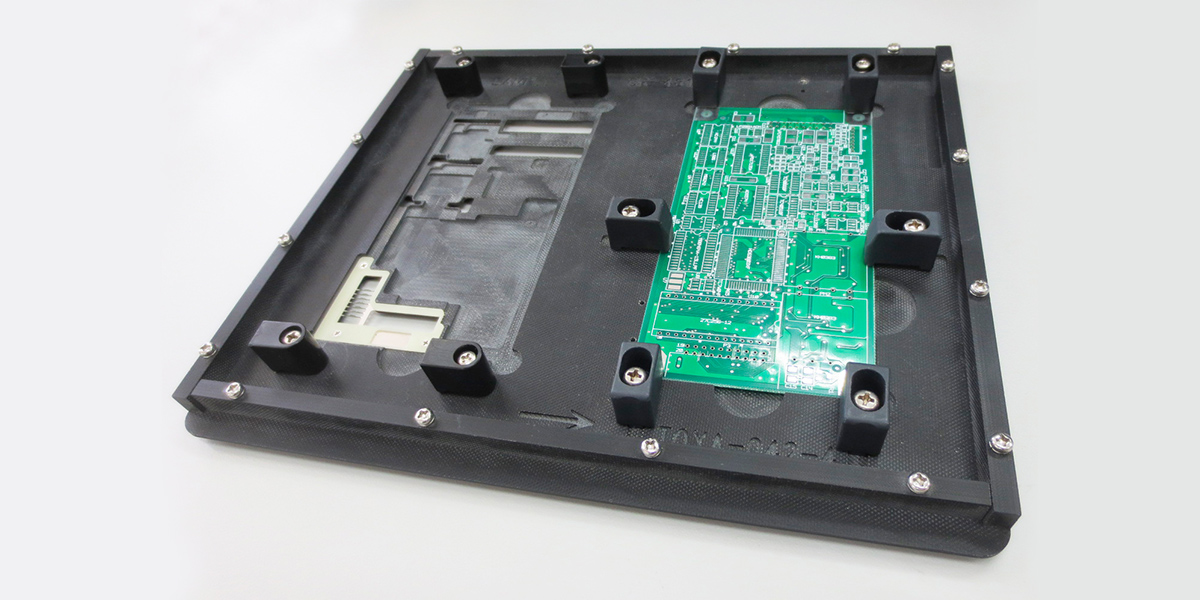
スペースマスクは、従来のメタルマスクと同様に扱え、保管スペースを最小限に節約できる省スペース型マスクです。導入に多額な費用が必要なく、管理が楽で脱着時にマスクの破損・怪我等の心配がありません。また、コンビネーション構造は印刷後も保持できる為、再使用時に前回と同様のコンビネーション条件が再現できます。従来の1/5のスペースでメタルマスクを保管メタルマスクを保持するアルミフレームは、

TAKU-NANOは電解研磨や各種メッキ処理とは異なる弊社独自の表面撥水処理手法です。メタルマスク開口部へはんだが充填される際に、ペーストが開口内壁にくっつこうとする力(タッキング力)をTAKU-NANOの撥水効果により低下させ、より抜け性の良い印刷が可能となります。また、開口の大小関係なく印刷形状も安定する為、量産マスクに関しては多くのご採用をいただいております。撥水効果により抜けの良
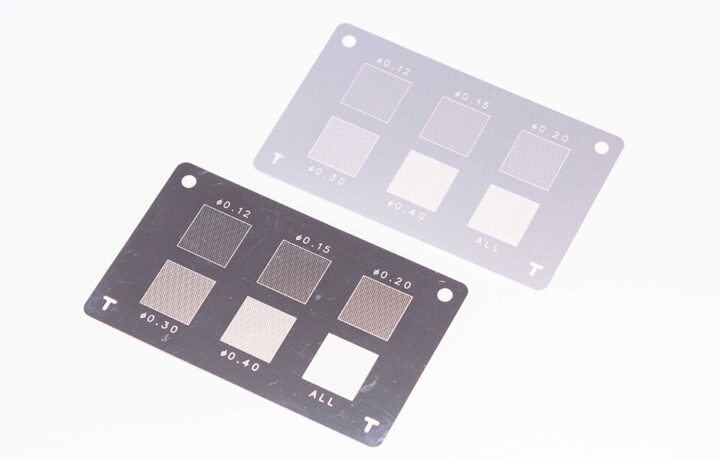
極鏡処理は、当社独自の開発技術でメタルマスク表面を処理し、画期的な表面粗度を実現することではんだのローリング性を大きく向上させ、微細分はんだ(Type5)使用の際は特にその効力を発揮致します。またスキージ面に施す部分的なハーフエッチングや全体が大きくエッチング処理され粗くなった表面に対しても、極鏡処理の力で、滑らかな表面状態へと戻すことが可能となります。はんだのローリング性を向上させる表
メタルマスクのご注文はまずはホームページ内のお問い合わせよりご連絡をください。いただきました内容について担当者よりご返信させていただきます。また御見積りを必要とされる場合は、基板や治具のデータをお送りいただく場合もありますのでご準備をお願いいたします。アフターフォロー当社では、製造したメタルマスクにテンションをかけてフレームを装着した状態で、お客様に納品し





Copyright © 2024